Premium grade bioactive peptides, organic powders, and highly soluble protein isolates manufactured to satisfy clean-label and sports nutrition specifications.






The demand for functional foods is shifting towards products that offer high biological activity, rapid absorption, and clean labeling. Native proteins, despite their complete amino acid profiles, present structural limitations like lower solubility, potential allergenicity, and slower digestion kinetics. Hydrolyzed proteins address these issues through controlled enzymatic cleavage.
At Hangzhou Fderla Biology Co., Ltd., we utilize advanced biotechnology to produce highly functional peptides. By using specific endopeptidases and exopeptidases, we cut peptide bonds at targeted sites. This process yields products with a controlled molecular weight distribution (MWD)—often under 1,000 Daltons—which facilitates rapid absorption in the human gut.
Low-molecular-weight peptides bypass traditional digestive pathways, utilizing peptide transporter 1 (PEPT1) for faster mucosal uptake. This mechanism reduces muscle recovery times and improves nitrogen retention, making it highly effective for sports nutrition and clinical formulations.

A technical assessment of why global functional food brands select Hangzhou Fderla Biology as their long-term production partner.
We avoid acid hydrolysis to protect essential amino acids (like Tryptophan and L-Cysteine) from degradation. This ensures a clean, solvent-free product with high chemical purity.
Our processing methods minimize the bitter peptides often found in hydrolyzed proteins. Using selected peptidases and adsorption techniques, we produce proteins suitable for neutral-pH beverages.
Using ceramic microfiltration and spiral ultrafiltration membranes, we achieve high clarities in aqueous solutions, ensuring stability and preventing sedimentation.
Typical biochemical profiles of Fderla Biology's primary hydrolyzed protein substrates for functional food systems.
| Protein Source Matrix | Protein Content (Dry Basis) | Average Molecular Weight | Aqueous Transmittance (1% w/v) | Primary Industrial Application |
|---|---|---|---|---|
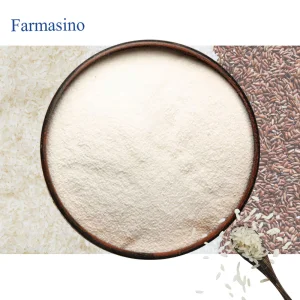
| Hydrolyzed Rice Protein Peptides | ≥ 80.0% | ≤ 1,000 Daltons | ≥ 95.0% (Highly Clear) | Allergen-free infant formulas, sports beverages |
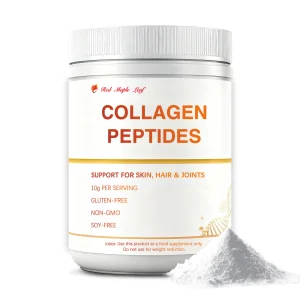
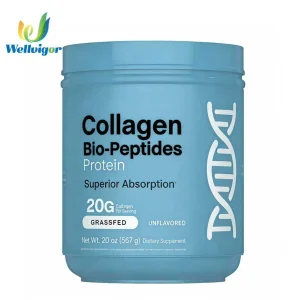
| Marine Fish Collagen Peptides | ≥ 90.0% | 500 - 1,000 Daltons | ≥ 98.0% (Water-clear) | Nutricosmetics, joint health powders, RTD beverages |
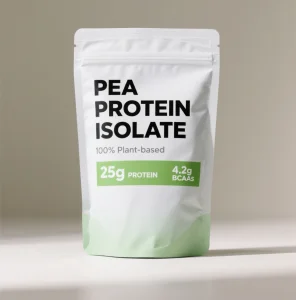
| Hydrolyzed Pea Protein Isolate | ≥ 80.0% | ≤ 2,000 Daltons | Translucent dispersion | Vegan meal replacements, high-protein snacks |
| Hydrolyzed Wheat Protein | ≥ 85.0% | 1,500 - 3,000 Daltons | Slightly colloidal | Baked goods, animal feed, hair care structures |

Exporting food-grade raw materials requires adherence to strict global safety frameworks. Fderla Biology provides comprehensive documentation to support regulatory clearance, including allergen declarations, heavy metal limits, and pesticide residue assays.
Our facility operates under international quality systems, providing complete traceability from raw material extraction to final delivery.
How different industries utilize our bioactive peptide ingredients to optimize their formulations.
Our hydrolyzed pea and wheat proteins help recovery by providing essential amino acids without tax on the digestive tract.
Low-molecular-weight marine collagen and rice peptides are used in anti-aging creams and beauty drinks to support skin structure.
High solubility and stability under heat make these proteins ideal for clear functional beverages and liquid formulas.
Common questions from procurement managers and R&D formulation specialists regarding our hydrolyzed protein ingredients.
Premium functional wheat proteins, highly soluble collagen powders, and yeast extracts designed for specific nutritional and industrial applications.





Hangzhou Fderla Biology Co., Ltd. is a specialized manufacturer of hydrolyzed proteins and bioactive peptides based in Hangzhou, China. The company develops and exports high-quality protein hydrolysates for food, cosmetic, and nutritional applications worldwide.
By integrating enzymatic hydrolysis technology with controlled processing, Fderla Biology offers a range of plant-based, animal-based, and marine-derived peptide solutions. Our products are designed for stable performance, high solubility, and ease of formulation in diverse functional food and dietary supplement systems.
We support global clients through custom formulation development, technical documentation, and scalable bulk supply. Fderla Biology remains committed to supplying consistent, high-performance ingredient solutions to the global life sciences and functional food industries.







